- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Како да се произведуваат графитни шипки?
Обликувањето со компресија, изостатско пресување и истиснување на прачка се трите најчести методи за производство на графитни прачки, слични на оние што се користат за создавање на графитни цевки.
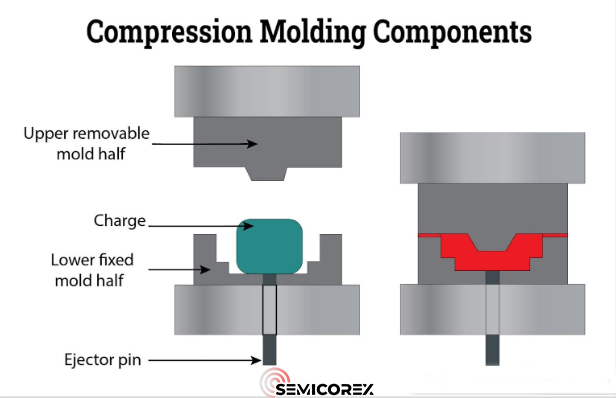
Калапи со компресија
Калапот со компресија е процес кој се користи за формирање на материјали во специфична форма. Во овој процес, материјалот прво се загрева, а потоа се става во отворен, загреан калап. Калапот потоа се затвора и се притиска со член на приклучокот додека материјалот омекнува. Поради комбинацијата на притисок и топлина, материјалот одговара на обликот на калапот. Материјалот потоа се остава во калапот додека не се стврдне, добивајќи ја саканата форма.
Истиснување на прачка
Процесот на истиснување на прачка е стандардна техника што се користи за обликување. Тоа вклучува загревање на графитниот материјал заедно со сите потребни додатоци во бункер додека не се стопи и стане течен. Стопената маса потоа се истуркува низ матрица во форма на цевка. Залихите ја добиваат големината и обликот на матрицата откако ќе се излади. Откако доволно ќе се излади, се ослободува од матрицата како цврста форма.
Изостатско пресување
Изостатското пресување е метод на формирање што врши подеднакво притисок од сите правци. Процесот вклучува ставање на графитната супстанција во сад за задржување под висок притисок и нејзино притискање со помош на инертен гас, како што е аргонот. Откако графитот е внатре, садот се загрева, што го зголемува притисокот и предизвикува графитот да се формира на овој начин.
Топло изостатско пресување (HIP)
Топло изостатско пресување (HIP) е производствена техника која овозможува консолидација на прашокот и истовремено завршување на процесот во два чекора на традиционално формирање и синтерување во прашкаста металургија. Оваа техника се користи и за елиминирање на дефектите при леење, дифузно поврзување на работните парчиња и за производство на делови во сложена форма. Како медиум за пренос на притисок најчесто се користат инертни гасови како аргон и амонијак, а компонентите се пакувани во метал или стакло. Процесот обично работи на температури кои се движат помеѓу 1000 и 2200°C, додека работниот притисок е типично помеѓу 100 и 200 MPa.
Ладно изостатско пресување (CIP)
Ладното изостатско пресување е исплатлив метод за создавање делови кога не може да се оправда високата цена на пресување или кога се потребни екстремно големи или сложени компакти. Овој процес е широко користен комерцијално за пресување на широк опсег на прашоци, вклучувајќи метали, керамика, полимери и композити, користејќи притисоци на набивање кои се движат од помалку од 5.000 psi до поголеми од 100.000 psi (34,5 - 690 MPa). Прашокот се набива во еластомерни калапи или со помош на процес на влажна или сува кеса.
Претходна:Што е дифузна печка?